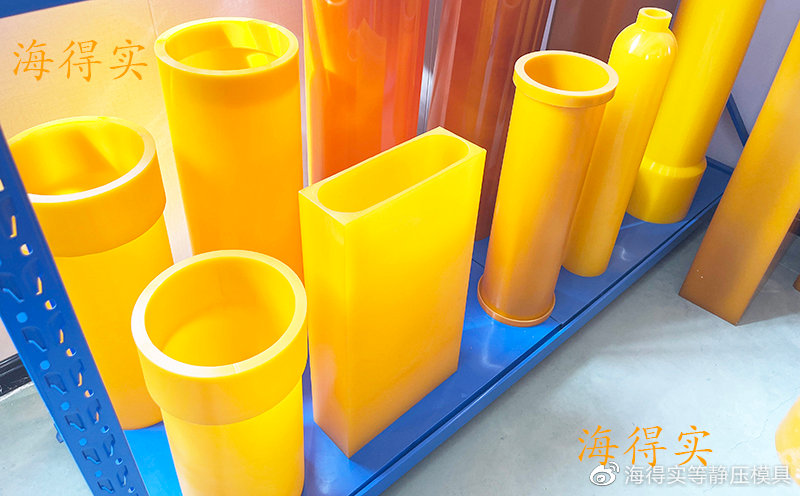
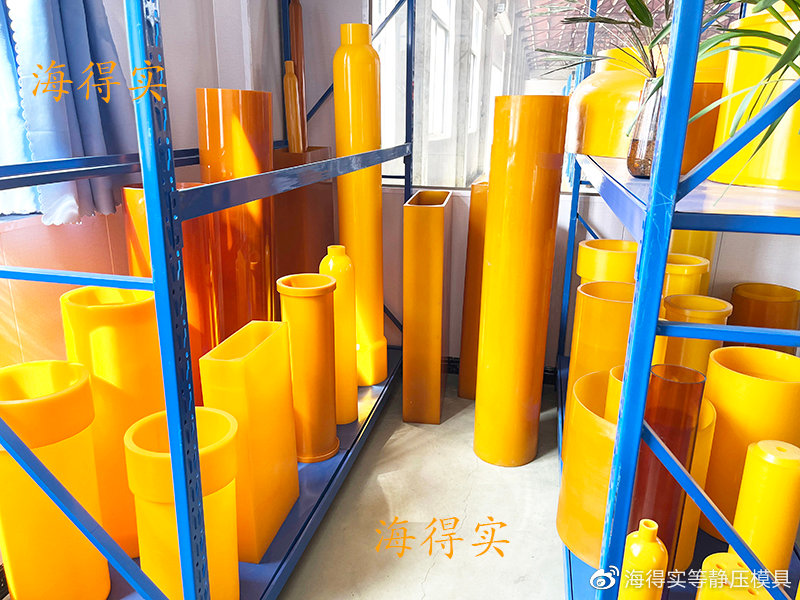
冷等静压成型用的模具,湿法等静压设备,配套弹性体等静压包套胶套皮套工装,在湿袋工艺中,如下图所示,将粉末填充到成型模具中并密封在高压容器外部,然后直接将其浸入压力介质中。然后,在模具的表面上施加等静压以压缩粉末。该方法适用于小批量生产和各种复杂形状或大产品的试生产。有两种类型的结构:左图所示的外部加压类型,用于从外部将压力介质加压到压力容器中。右图所示的活塞直接加压型,它直接对密封在压力容器中的压力介质加压,并安装活塞而不是顶盖。


金属成型与CIP非常相似。在这种压制方法中,将粉末材料填充到由金属模和下冲头围绕的空间中。然后,通过减小上下冲头之间的距离来压缩它们。
工业金属成型设备具有从粉末填充到脱模的一系列自动过程。下图所示的单动压力机将粉末压缩成固定下部冲头的形状。由于粉末与金属模具或冲头之间以及粉末颗粒之间的摩擦,模制主体的下部将具有比上部低的密度。
CIP和金属成型之间的区别
原则上,它们具有不同的加压过程。 CIP使用液体压力向材料施加等静压,而金属成型仅适用于单轴压力。结果,CIP可以产生密度甚至产品,因为与金属模具之间没有摩擦。右图比较了CIP和金属成型产品的密度分布。
CIP处理方式
根据粉末填充模具与压力介质之间的关系,CIP成型方法分为湿袋法和干袋法。
湿袋法
在湿袋工艺中,如下图所示,将粉末填充到成型模具中并密封在高压容器外部,然后直接将其浸入压力介质中。然后,在模具的表面上施加等静压以压缩粉末。该方法适用于小批量生产和各种复杂形状或大产品的试生产。
有两种类型的结构:左图所示的外部加压类型,用于从外部将压力介质加压到压力容器中。右图所示的活塞直接加压型,它直接对密封在压力容器中的压力介质加压,并安装活塞而不是顶盖。
干袋法
干袋法是通过高压容器中的压制橡胶模具传递压力,并将粉末填充到成型的橡胶模具中,如下图所示。该方法省力且高度自动化,并且适合于生产简单且有限的产品。

圆周加压系统仅从模制弹性体模具的外表面通过圆柱形橡胶加压模具施加压力,如下图所示。但是,由于粉末的流体性质,施加到生坯的压力几乎等于等静压。
为了提高增材制造材料的机械性能和可加工性,很多制造商会选用等静压成型工艺。 这种工艺是通过(使用气体或液体)将压力均匀地施加到装有压实金属粉末的密封容器上来达到组件成型的目的。 等静压成型可在高温和环境温度下进行,二者分别称为热等静压成型 (HIP) 或冷等静压成型 (CIP)。 热等静压成型可用于直接制造金属组件,或用于对其他粉末冶金工艺生产的产品进行致密化处理。
与常用的压制和烧结法相比,等静压成型具有各方向受压均匀以及最终组件的密度更均匀的优点。 然而,与其他粉末冶金工艺一样,制造商必须仔细表征金属粉末的特性才能确保等静压成型取得成功。与其他粉末冶金工艺一样,等静压成型工艺所用金属粉末的性能也会影响最终烧结组件的性能。 因此,应仔细地表征这些性能,以确保最终组件具有理想的性能。
举例来说,外形较宽但粒度分布一致的球形粉末是 HIP 的首选,因为它们能产生更高的填充密度。 对于 CIP,某些颗粒不规则性可能有助于增强冷焊效果,理想情况下不会影响粉末流动和堆积。
物相组成和晶体大小也是需要控制的重要特性,因为这些特性会影响粉末的硬度和熔化性能。 而这些性能不仅会影响压制效率和烧结行为,还会影响压制产品的机械性能。 最后,所用粉末还必须符合规定的材料合金成分。